
Framleiðsluferli kolefnisefna er strangt stýrt kerfisverkfræði, framleiðsla á grafít rafskautum, sérstökum kolefnisefnum, álkolefni og nýjum hágæða kolefnisefnum er óaðskiljanleg frá notkun hráefna, búnaðar, tækni, stjórnun fjögurra framleiðsluþátta og tengdri einkaleyfistækni.
Hráefni eru lykilþættirnir sem ákvarða grunneiginleika kolefnisefna og afköst hráefnanna ákvarða afköst framleiddra kolefnisefna. Til framleiðslu á UHP og HP grafít rafskautum er hágæða nálarkók fyrsti kosturinn, en einnig er hágæða bindiefnismalbik og gegndreypingarefni malbik notað. En aðeins hágæða hráefni, skortur á búnaði, tækni, stjórnunarþáttum og tengdri sértækni, gerir það ekki heldur mögulegt að framleiða hágæða UHP og HP grafít rafskaut.
Þessi grein fjallar um eiginleika hágæða nálarkóks til að útskýra nokkur persónuleg sjónarmið, sem framleiðendur nálarkóks, rafskautaframleiðendur og vísindastofnanir geta rætt.
Þótt iðnaðarframleiðsla á nálakóki í Kína sé síðar en hjá erlendum fyrirtækjum, hefur hún þróast hratt á undanförnum árum og byrjað að taka á sig mynd. Hvað varðar heildarframleiðslumagn getur hún í grundvallaratriðum mætt eftirspurn eftir nálakóki fyrir UHP og HP grafít rafskaut sem framleidd er af innlendum kolefnisfyrirtækjum. Hins vegar er enn ákveðinn munur á gæðum nálakóks samanborið við erlend fyrirtæki. Sveiflur í framleiðslulotum hafa áhrif á eftirspurn eftir hágæða nálakóki í framleiðslu á stórum UHP og HP grafít rafskautum, sérstaklega þar sem engin hágæða samskeyti nálakóks geta mætt framleiðslu á grafít samskeytum.
Erlend kolefnisfyrirtæki framleiða UHP grafít með mikilli forskrift. HP grafít er oft fyrsta valið sem hágæða jarðolíunálarkók sem aðalhráefni fyrir kók. Japönsk kolefnisfyrirtæki nota einnig nokkur kola-nálarkók sem hráefni, en aðeins fyrir eftirfarandi φ 600 mm forskrift fyrir framleiðslu á grafít. Eins og er er kola-nálarkók aðallega kola-nálarkók. Framleiðsla kolefnisfyrirtækja á hágæða UHP grafít rafskautum í stórum stíl byggir oft á innfluttu jarðolíunálarkóki, sérstaklega framleiðslu á hágæða samskeytum með innfluttu japönsku Suishima olíu-nálarkóki og bresku HSP olíu-nálarkóki sem hráefni fyrir kók.
Eins og er er nálarkók sem framleitt er af ýmsum fyrirtækjum yfirleitt borið saman við viðskiptaframmistöðuvísitölur erlends nálarkóks með hefðbundnum frammistöðuvísum, svo sem öskuinnihaldi, raunverulegum eðlisþyngd, brennisteinsinnihaldi, köfnunarefnisinnihaldi, agnastærðardreifingu, varmaþenslustuðli og svo framvegis. Hins vegar er enn skortur á mismunandi flokkun nálarkóks samanborið við erlend lönd. Þess vegna getur framleiðsla nálarkóks, einnig þekkt sem „sameindavörur“, ekki endurspeglað gæði hágæða nálarkóks.
Auk hefðbundinnar samanburðar á afköstum ættu kolefnisfyrirtæki einnig að huga að einkennum nálarkóks, svo sem flokkun á varmaþenslustuðli (CTE), styrk agna, anisótrópíustigi, þenslugögnum í óhömluðu ástandi og hömluðu ástandi, og hitastigsbili milli þenslu og samdráttar. Þar sem þessir varmaeiginleikar nálarkóks eru mjög mikilvægir fyrir stjórnun grafítmyndunarferlisins í framleiðsluferli grafítrafskauts, eru áhrif varmaeiginleika asfaltkóks sem myndast eftir ristun bindiefnis og gegndreypingarefnis asfalts auðvitað ekki útilokuð.
1. Samanburður á anisótrópíu nálarkóks
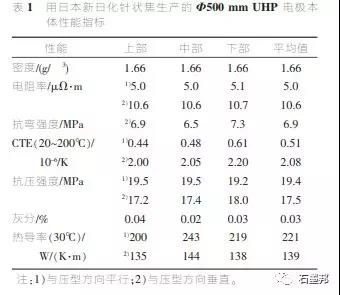
(A) Sýnishorn: φ 500 mm UHP rafskautshluti frá kolefnisverksmiðju á heimilinu;
Hráefni fyrir nálarkók: Nýr japanskur efnaflokkur LPC-U, hlutfall: 100% LPC-U; Greining: SGL Griesheim verksmiðjan; Árangursvísar eru sýndir í töflu 1.
(B) Sýnishorn: φ 450 mmHP rafskautshluti úr kolefnisverksmiðju fyrir heimili; Nálarkóks úr hráefni: Nálarkóks úr olíu frá innlendum verksmiðjum, hlutfall: 100%; Greining: Kolefnisverksmiðja í Shandong Bazan; Árangursvísar eru sýndir í töflu 2.
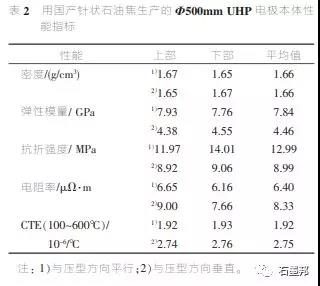
Eins og sjá má af samanburði töflu 1 og töflu 2, hefur lPC-U gæða nálarkox í nýjum daglegum efnafræðilegum kolamælingum mikla anísótrópíu í varmaeiginleikum, þar sem anísótrópía CTE getur náð 3,61~4,55, og anísótrópía viðnámsins er einnig mikil og nær 2,06~2,25. Auk þess er beygjustyrkur innlends jarðolíunálakoxs betri en nýs daglegs efnafræðilegs LPC-U gæða nálarkoxs. Anísótrópíugildið er mun lægra en gildis nýs daglegs efnafræðilegs LPC-U kolamælinga.
Greining á anísótrópískri afköstum í framleiðslu á ultra-háum grafít rafskautum er mikilvæg greiningaraðferð til að meta gæði hráefnis úr nálkóki. Stærð anísótrópískunnar hefur auðvitað einnig ákveðin áhrif á framleiðsluferlið. Anísótrópísk afköst rafmagnsins eru mun hærri en meðalafls anísótrópískrar rafskauts.
Eins og er er framleiðsla á kolnálakóki í Kína mun meiri en á jarðolíunálakóki. Vegna mikils hráefniskostnaðar og verðs kolefnisfyrirtækja er erfitt að nota 100% innlent nálakók í framleiðslu á UHP rafskautum, en bæta þarf ákveðnu hlutfalli af kalsíeruðu jarðolíukóki og grafítdufti við til að framleiða rafskautið. Þess vegna er erfitt að meta ósamhverfu innlends nálakóks.
2. Línulegir og rúmmálseiginleikar nálarkóks
Línuleg og rúmmálsbreyting á nálarkóksi endurspeglast aðallega í grafítferlinu sem rafskautið framleiðir. Með hitastigsbreytingum mun nálarkókið gangast undir línulega og rúmmálsbreytingu á meðan grafítið hitnar, sem hefur bein áhrif á línulegar og rúmmálsbreytingar á ristuðu efninu í grafítferlinu. Þetta á ekki við um mismunandi eiginleika hrákóksins, heldur breytingar á mismunandi gæðaflokki nálarkóksins. Ennfremur er hitastigsbil línulegra og rúmmálsbreytinga á mismunandi gæðaflokki nálarkóksins og brennds jarðolíukóksins einnig mismunandi. Aðeins með því að ná tökum á þessum eiginleikum hrákóksins getum við betur stjórnað og hámarkað framleiðslu á efnaröð grafítsins. Þetta er sérstaklega áberandi í raðgrafítunarferlinu.
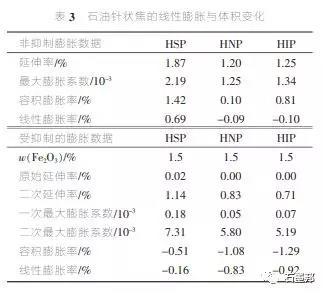
Tafla 3 sýnir línulegar breytingar og rúmmálsbreytingar og hitastigsbil þriggja gerða af jarðolíunálakóksi sem Conocophillips framleiðir í Bretlandi. Línuleg þensla á sér stað fyrst þegar olíunálakók byrjar að hitna, en hitastigið í upphafi línulegrar samdráttar er venjulega á eftir hámarkshita við brennslu. Frá 1525 ℃ til 1725 ℃ hefst línuleg þensla og hitastigsbil alls línulegrar samdráttar er þröngt, aðeins 200 ℃. Hitastigsbil alls línulegrar samdráttar venjulegs seinkaðs jarðolíukóks er mun stærra en nálarkóks, og kolnálakók er á milli þessara tveggja, örlítið stærra en olíunálakóks. Niðurstöður prófana frá Osaka Industrial Technology Test Institute í Japan sýna að því verri sem hitauppstreymi kóksins er, því stærra er hitastigsbil línurýrnunar, allt að 500 ~ 600 ℃ hitastigsbil línurýrnunar, og upphafshitastig línurýrnunar er lágt, við 1150 ~ 1200 ℃ byrjaði línurýrnun að eiga sér stað, sem er einnig einkenni venjulegs seinkaðs jarðolíukóks.
Því betri sem hitaeiginleikarnir eru og því meiri sem misvísunin er í nálarkóksi, því þrengra er hitastigsbil línulegrar samdráttar. Sumt hágæða nálarkók í olíu nær aðeins hitastigsbili línulegs samdráttar á bilinu 100 ~ 150 ℃. Það er mjög gagnlegt fyrir kolefnisfyrirtæki að skilja eiginleika línulegrar útvíkkunar, samdráttar og endurútvíkkunar ýmissa hráefna í kóksi með því að stýra framleiðslu grafítunarferlisins. Þetta getur komið í veg fyrir óþarfa gæðaúrgang sem stafar af hefðbundinni reynsluaðferð.
3. niðurstaða
Með því að ná tökum á hinum ýmsu eiginleikum hráefna, velja sanngjarna búnaðarsamræmingu, samræma tækni vel og stjórna fyrirtækinu vísindalega og sanngjarna. Þessi röð af heildarferlum er vel stjórnað og stöðugt og má segja að hún hafi grundvöll fyrir framleiðslu á hágæða, afar öflugum grafít rafskautum.
Birtingartími: 30. des. 2021